Примеры интерфейса DD FLOW
Примеры интерфейса DD FLOW
Инструментарий DD FLOW обеспечивает полный цикл управления производственным процессом. Созданы удобные АРМы, сокращающие кол-во действий операторам при выполнении типовых функций; отчеты, рабочий стол.

1. Сквозное планирование осуществляется совокупно по трём источникам потребностей:
- Текущие обязательства перед клиентами
- Буфер запаса
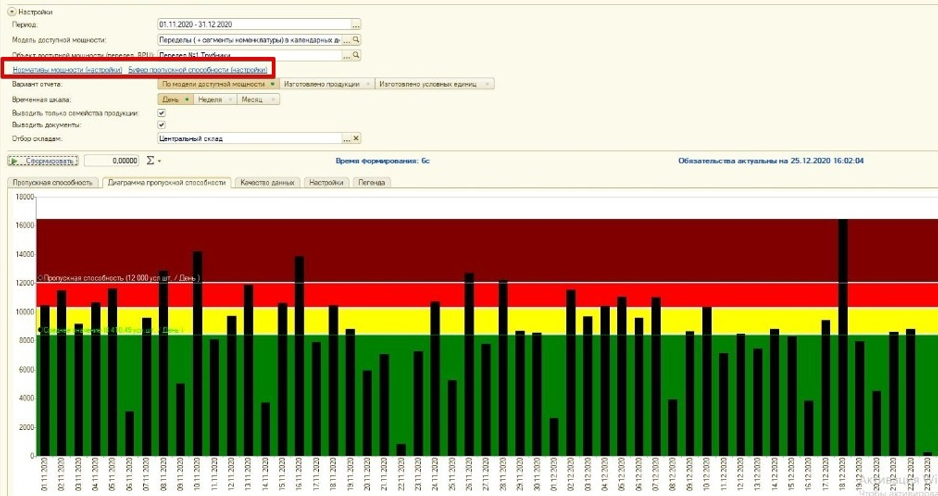
- Контрольная точка (узкое место)
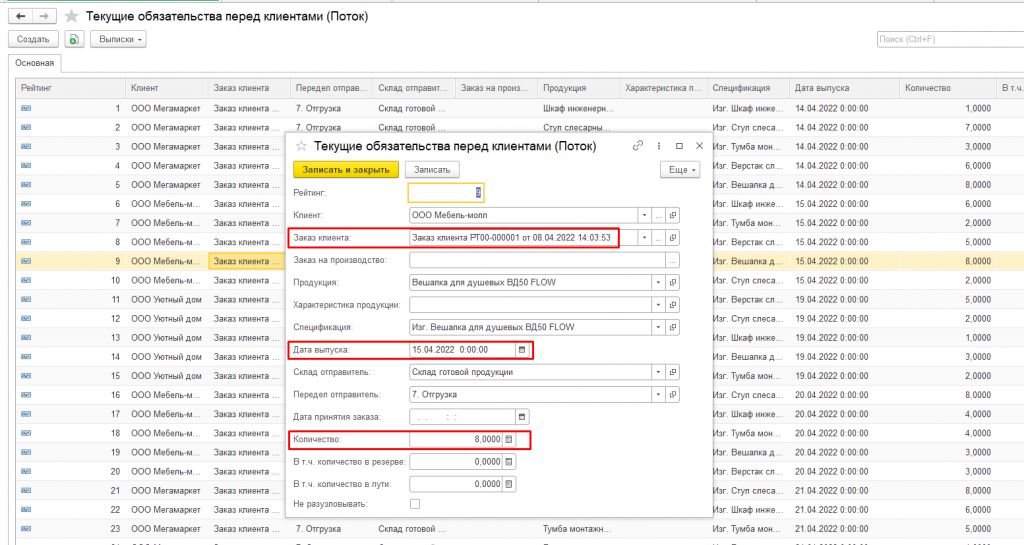
Текущие обязательства (Рис.2) определяют приоритет планирования по дате для всех переделов с учетом производственных циклов.
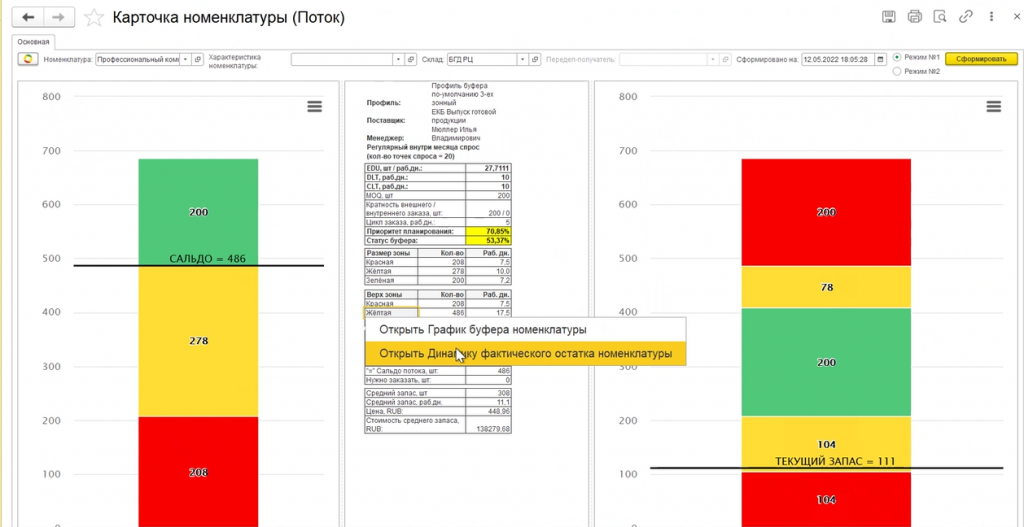
Буфер запаса (левый «стакан» рис.3) назначается для той номенклатуры, которую требуется поддерживать в потоке на необходимом уровне для своевременного обеспечения потребителя. Это может быть не только материалы и комплектующие, но и какие-либо унифицированные полуфабрикаты и даже готовая продукция, которую выгодно поддерживать на складе, т.к. сроки отгрузки Заказчикам требуются короче, чем общий цикл производства или поставки.
Расчет буфера запаса и его использование в планировании – это основа методологии DD MRP и еще одна «фишка» подсистемы DD FLOW.
Зеленая зона «стакана» — это так называемый «регулятор потока», т.е. экономически оптимальная партия, потребляемая в производстве до момента заказа. Это НЗП в потоке для соблюдения партий запуска, уменьшения наладок. Достигли низа зеленой зоны – пора делать заказ на пополнение.
Желтая зона – это основа покрытия спроса, т.е. сколько могут потребить за время поставки. Т.е. пр-во будет продолжает спокойно потреблять запас желтой зоны в связи, например, с новыми заявками клиентов или проблемами при пр-ве (поставке), а плановик спокойно делает заказ на пополнение «до верха зеленой зоны».
Красная зона – это безопасность потока, защита его от колебаний. Фактически, страховой запас. Чем «неспокойнее» спрос или поставка, тем больше зона.
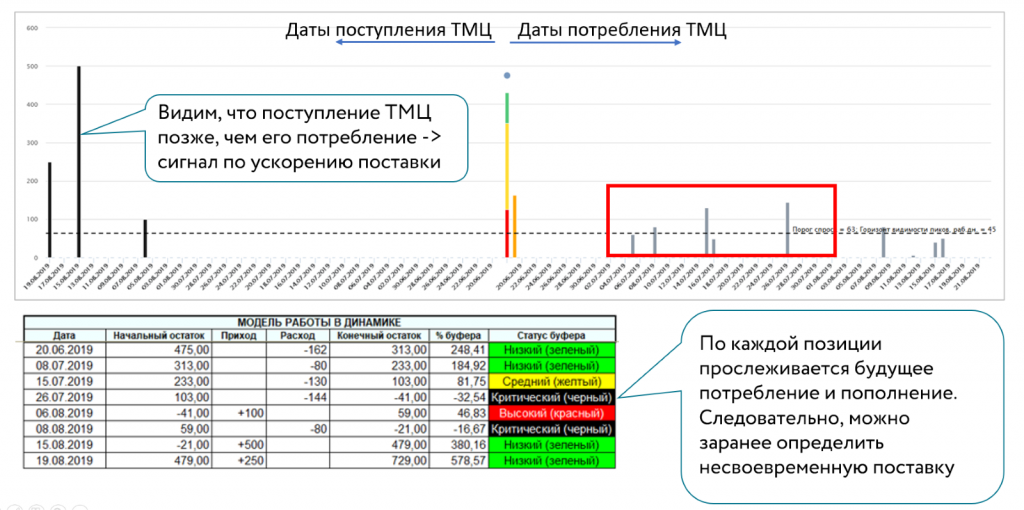
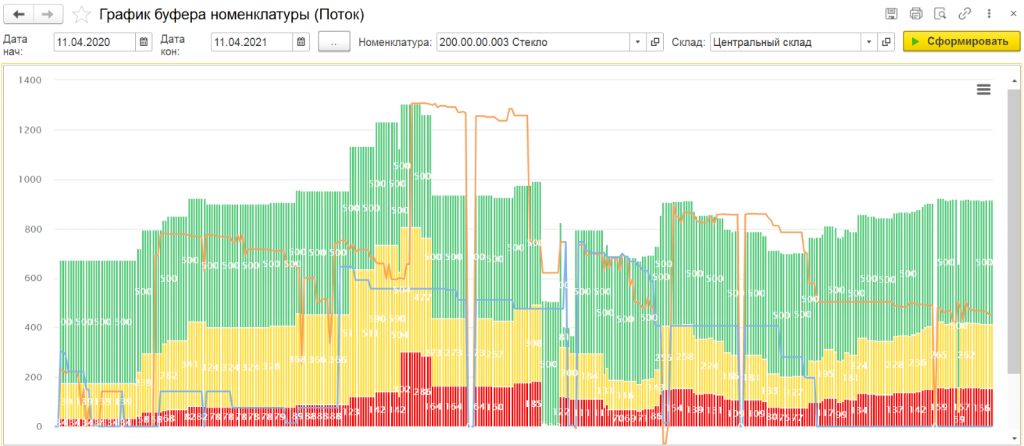
Методика расчета зон базируется на специальных формулах, по методике DD MRP. Также стоит отметить, что размер стаканов регулярно пересчитывается для сохранения актуальности. Статистика по изменению значений стакана и фактического остатка сохраняется, что позволяет в динамике отслеживать качество управления остатками. См. Рис.15 «График буфера номенклатуры».
В методологии DD MRP вводится новое понятие - Сальдо потока. Это расчетное значение запаса с учетом будущих изменений. Вычисляется по формуле: «Текущий запас + Товар в пути (или производстве) – Потребность по заказам клиентов». Показывает текущее состояние потока по текущей позиции и используется для ранжирования порядка закупа или запуска позиций в производство. Когда сальдо потока доходит до желтой зоны, пока делать заказ (Рис. 4). При этом, внутри зон тоже ранжирование позиций. Это значительно облегает принятие решения для плановика, какие позиции пора планировать в пр-во в первую очередь, а какие еще подождут. В частном случае, внезапный заказ клиента (пик спроса) может «опустить» «зеленое» сальдо потока в желтую или красную зону, что будет сигналом срочно пополнить данную позицию.
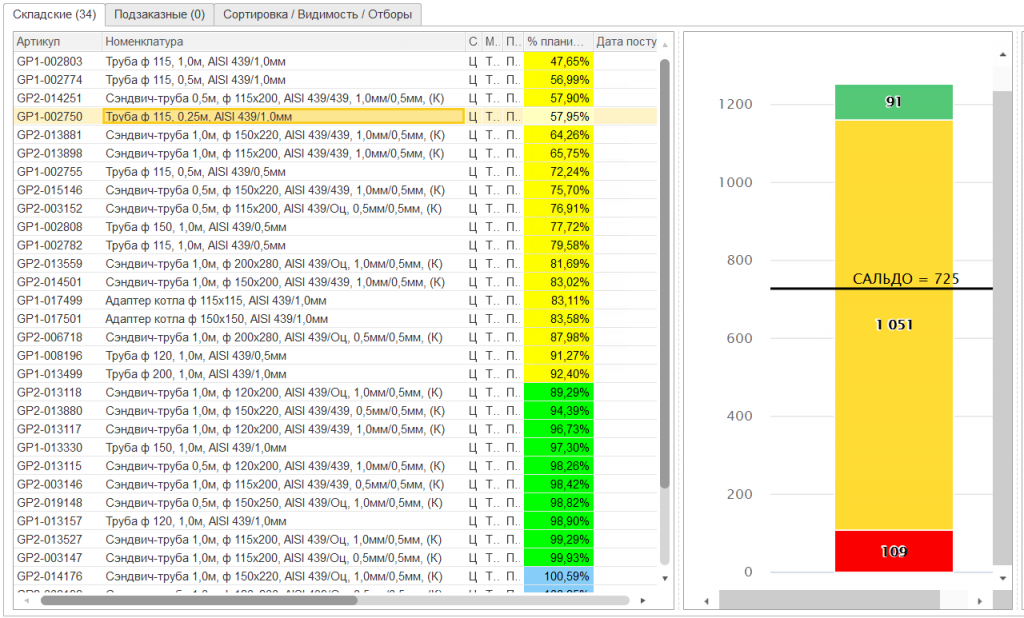
Фактический остаток на складе (правый «стакан» рис.3) – еще один инструмент управления, который сигнализирует о текущей ситуации о наличии позиции на складе, без учета товаров в пути. Сальдо потока может быть выше зеленой зоны буфера запаса, но здесь и сейчас запас может быть низким и внезапный заказ может быть не выполнен. При этом, зеленая зона указывает на оптимальный запас позиции с учетом потребления. Желтая и красная зона ниже зеленой – означает слишком маленький запас; выше зеленой – слишком большой запас. Оценка этого состояния также позволяет заранее позаботиться о выравнивании остатка.
Таким образом, использование буфера запаса и информации по фактическим остаткам на складах, как инструментов управления производством, позволяет своевременно производить (закупать) требуемое кол-во ТМЦ и поддерживать оптимальное (с учетом реального спроса) кол-во текущего запаса на складе. В итоге, это приводит не только к снижению циклов производства, но и к снижению неликвидных запасов на складе.
Контрольная точка. При необходимости распределить заказы в требуемом порядке на контрольной точке (узком месте), используется инструмент построения расписания с использованием диаграммы Ганта –см. Рис.5. В данном случае, плановик вручную определяет в какой последовательности какой заказ делать на требуемый горизонт планирования. Например, для лазерной резки подбираются однотипные по толщине металла позиции и назначаются в одном задании, несмотря на их сроки и приоритеты.
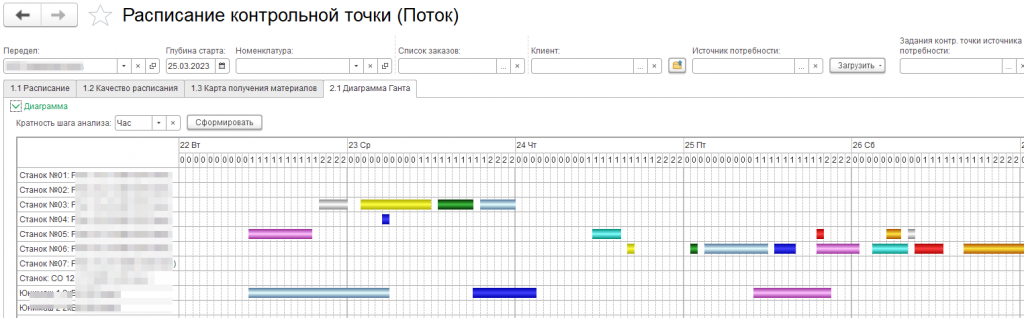
Важно еще раз отметить – в DD FLOW «из коробки» планирование последовательности работ на диаграмме Ганнта осуществляется простыми инструментами, но вручную, по опыту диспетчера или мастера, т.к. для автоматизации процесса оптимизации пооперационного плана требуется гораздо больше специфической информации (ограничения, вторичные ресурсы, уникальный инструмент на 3 станка и т.п.), которой может просто не быть и у каждого Заказчика она своя. Поэтому – по умолчанию вручную, но уже не в Эксель, а удобно в 1С со всеми необходимыми связями с другими таблицами.
Тем не менее, благодаря опыту внедрений 1С:ERP + APS (Siemens Opcenter), если потребуется, под Заказчика может быть разработан автоматизированный оптимизационный алгоритм для осуществления автоматического пооперационного графикования, но уже в связке 1С:ERP + DD FLOW.
2. Запуск заказов в производство осуществляется в рабочем месте «План запуска передела» (рис.6)
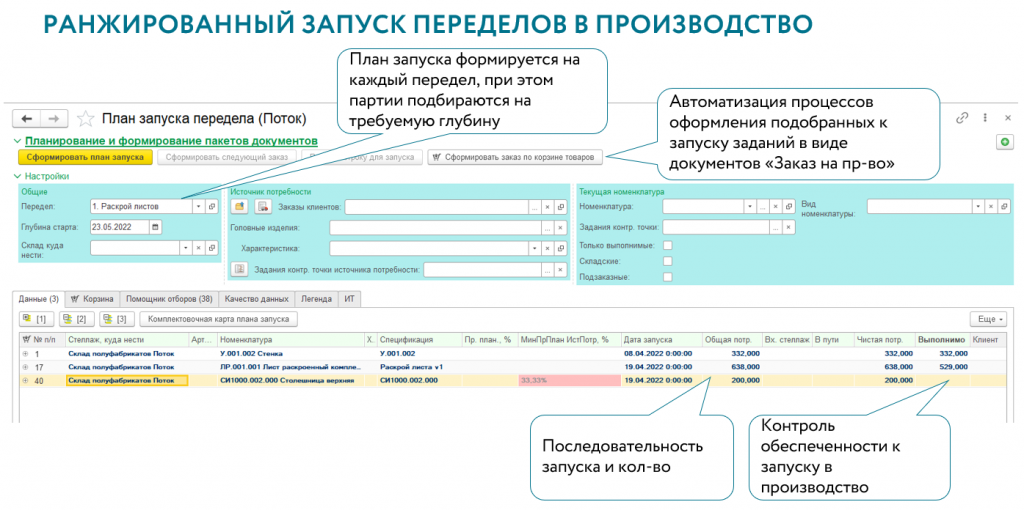
Данное рабочее место обеспечивает операторов усовершенствованными инструментами осуществления хозяйственных операций (запуск заказов, выдача ТМЦ, перемещения, выпуск). Плюс вся необходимая информация, позволяющая оценить ситуацию и запланировать сменное задание (комплектовочная карта, выполнимость, наличие аналогов, что в пути и когда придет и т.п.)
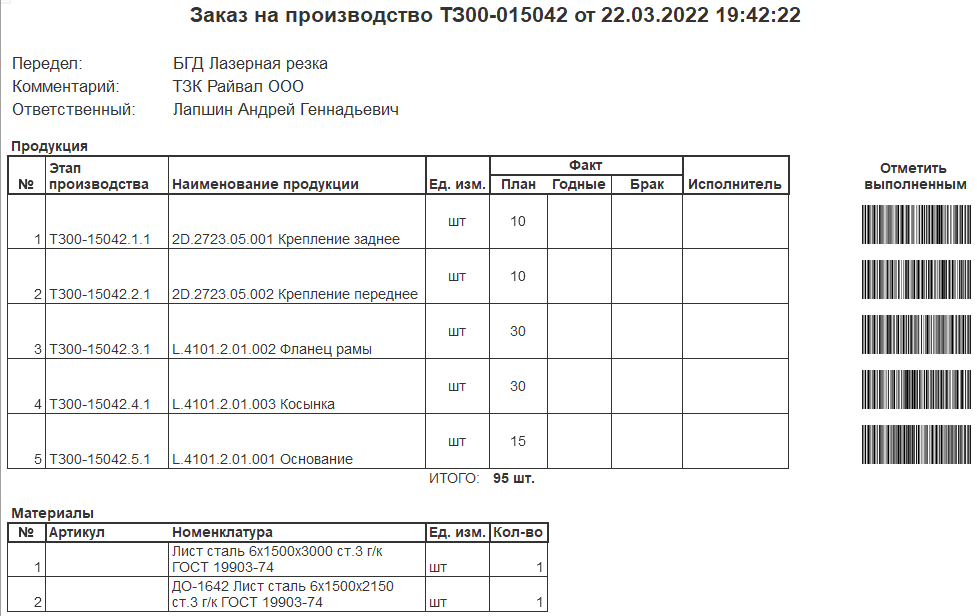
Сменные задания можно формировать со штрихкодами, позволяющими оперативно отмечать выполнение в цехе (Рис.7).
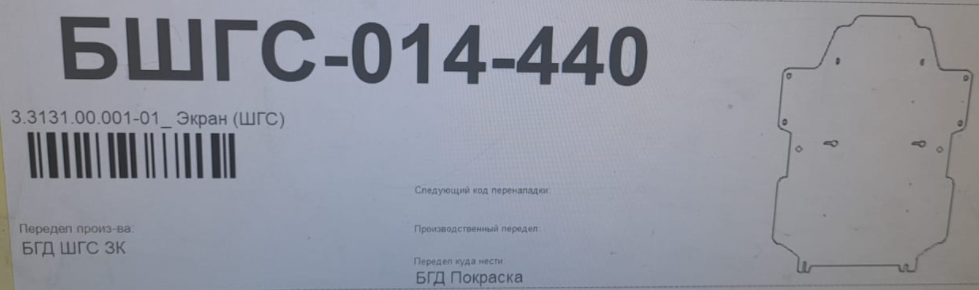
Также, можно разработать и печатать этикетки, упрощающие идентификацию продукции (Рис.8)
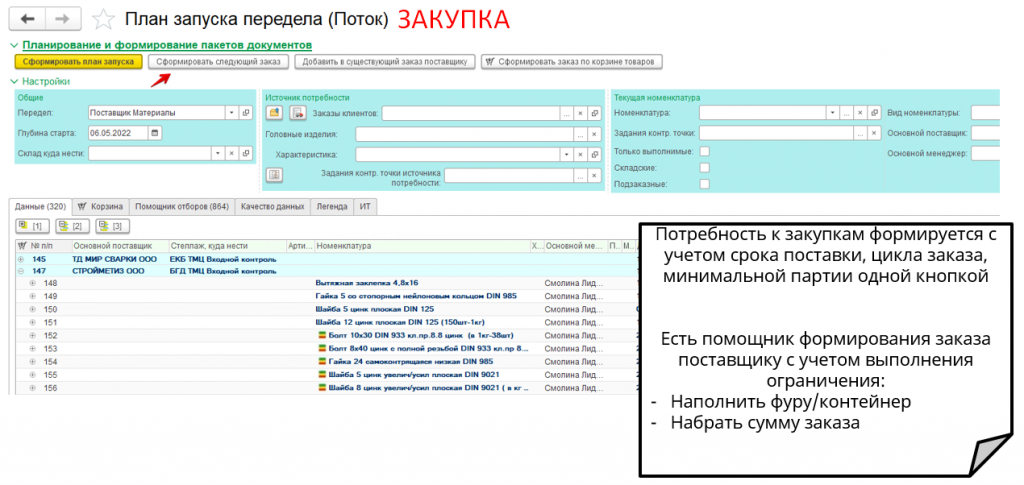
Для переделов «Закупка» существует свое рабочее место с дополнительными инструментами-помощниками (Рис.9).
3. Управление отклонениями осуществляется на основании оперативной информации, поступающей в систему.
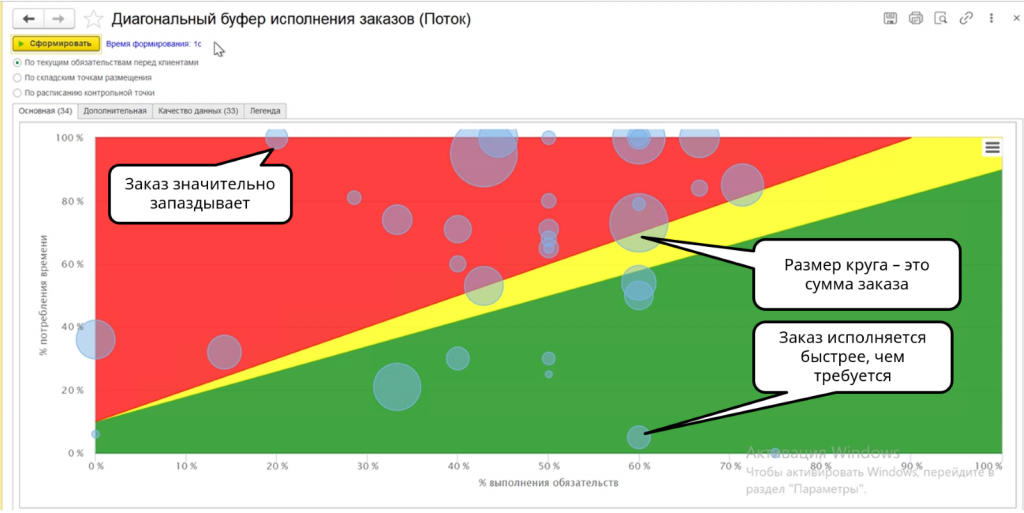
Уникальное представление состояние выполнения заказов в сравнении со сроком его производства можно увидеть в отчете «Диагональный буфер исполнения заказов». (Рис.11). Отчет одним представлением дает общую картину по заказам: какие заказы выполняются ритмично, какие запаздывают, а какие имеют высокую степень готовности задолго до даты отгрузки. Данная информация позволяет расставлять акценты на заказах с учетом важности в процессе их исполнения.
Стоит отметить инструмент оперативной фиксации остановок производства, позволяющий сформировать информативный управленческий отчет по причинам остановок (Рис.12). Отчет позволяет владеть информацией о проблемах в производстве в реальном времени, его можно использовать на оперативных диспетчерских совещаниях и как основание для принятий решений по переносам сроков, ускорению отдельных работ и т.д.

Значительным подспорьем в оперативном управлении является возможность подсистемы самостоятельно отслеживать заполненность справочников необходимой информацией. В случае отклонений, подсистема автоматически выдает задания ответственным сотрудникам на устранение несоответствий. Таким образом, вся важная НСИ под контролем (Рис.13). Заполнение НСИ можно осуществлять групповой обработкой.




Существуют и другие отчеты.
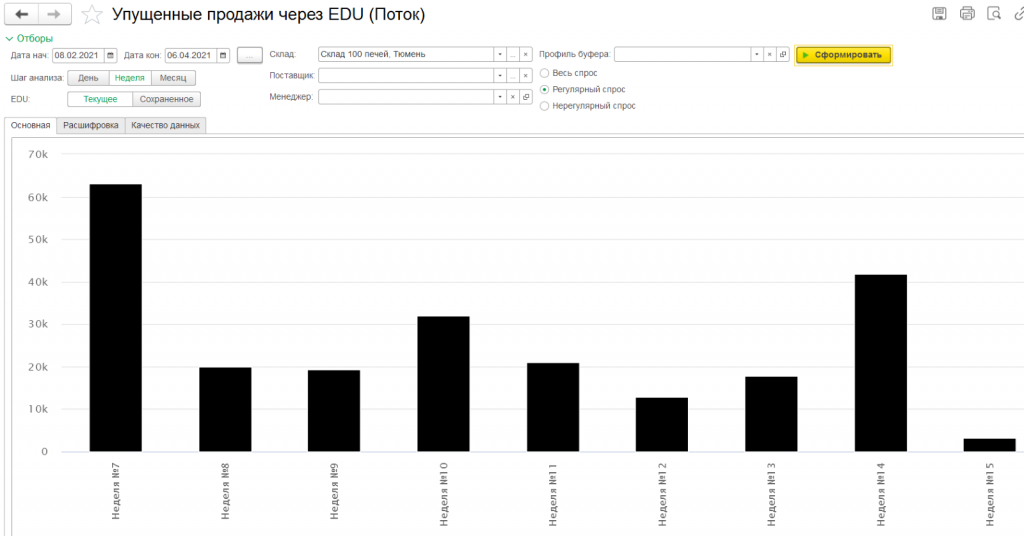
4. Анализ показателей работы, а также подготовку корректирующих мероприятий удобно проводить с помощью аналитических отчетов, фиксирующие в динамике выработку, структуру потока, фактические остатки, график буфера номенклатуры, показатели упущенных продаж, Out-of-stock (отсутствие товаров на складе), уровня сервиса (ВВЗ, OTIF) и др. (Рис.14-16). На основании этих отчетов можно оценить деятельность подразделений за период и внести необходимые коррективы в их работу.
Подсистема DD FLOW гораздо более обширна по своим возможностям и в этой информационной статье только часть функционала. Предлагаем посмотреть вебинар по методологии DDMRP и реализованному на ее концепции решению DD FLOW. Готовы ответить на любые вопросы.